专业第三方检测认证机构工业材料检测/认证咨询
 4006699225
4006699225
18854253839

4006699225
18854253839

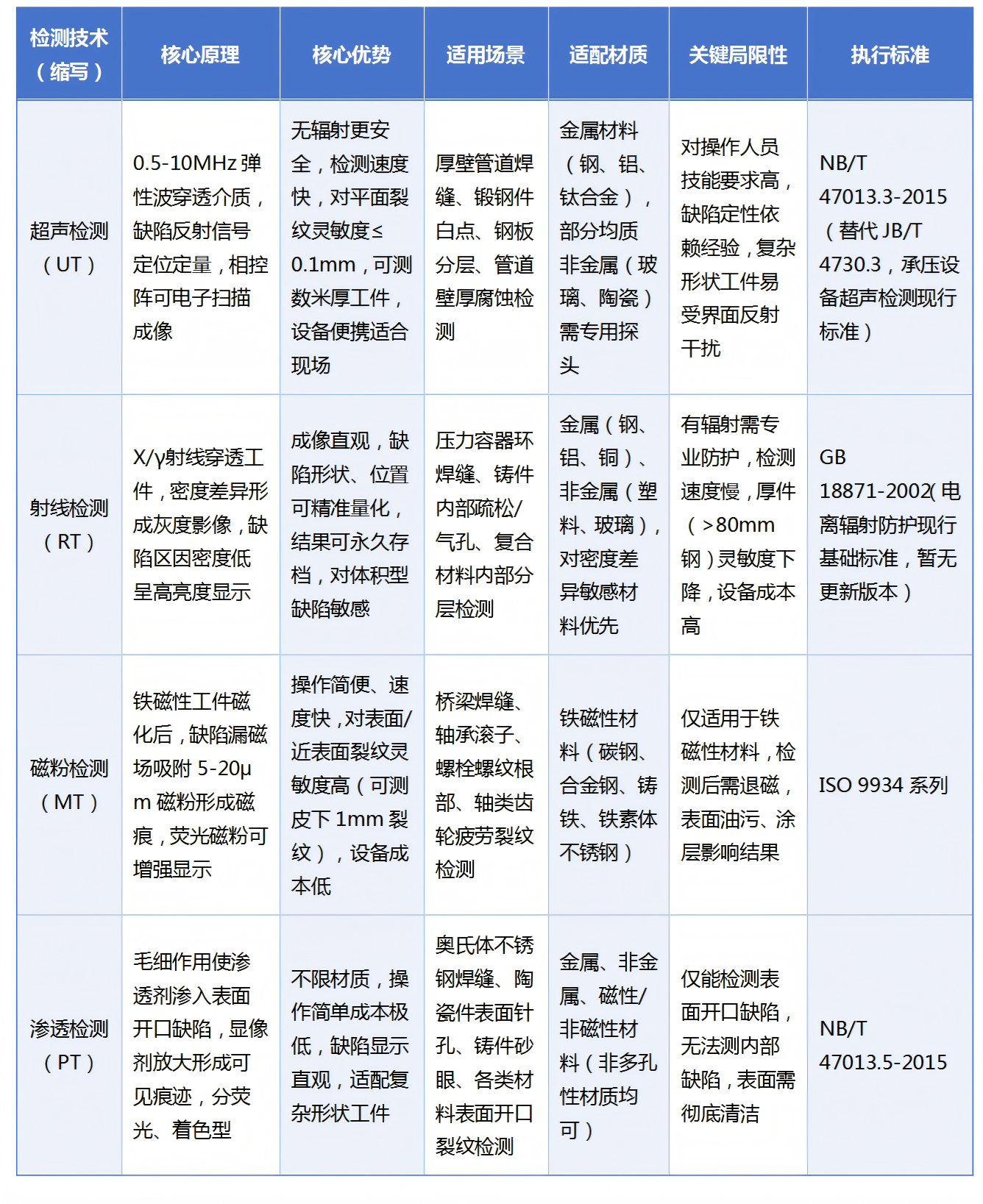
通俗解读:四大技术的“适用边界”
光看表格还不够?这几点通俗总结帮你快速锁定选项:
如果要检测厚件内部的裂纹、未焊透、夹杂等缺陷,优先选超声检测(UT)——无辐射、效率高,适合现场大面积普查,是管道、锻件检测的首选。若需要直观成像存档、精准量化缺陷形状,可选射线检测(RT),但要做好辐射防护,且避开厚件场景。
工件是铁磁性材料(如碳钢、合金钢),测表面或近表面裂纹,选磁粉检测(MT),效率和灵敏度双高;若是非铁磁性材料(如铝、奥氏体不锈钢、陶瓷),或材质复杂,选渗透检测(PT),不受磁性限制,只盯表面开口缺陷即可。
复杂形状工件(如弯头、法兰):可选相控阵超声检测(UT衍生技术),成像清晰且无辐射;航空航天、核电等高精场景:优先RT或相控阵UT,满足精准量化与存档需求;现场快速抽检:优先UT(便携)或MT(高效),避免RT的繁琐防护。
1. 内部厚件无辐射,超声检测来掌舵;2. 内部成像要存档,射线检测来帮忙;3. 铁磁表面找裂纹,磁粉检测最够用;4. 非磁表面开口伤,渗透检测来收场。
单一技术有局限,大型项目中常采用“组合策略”:比如钢结构焊缝检测,先用UT快速普查锁定可疑区域,再用RT精准成像定性,最后用MT/PT排查表面缺陷,形成全方位检测闭环,既保证效率又杜绝遗漏。
看完还是不确定?不同行业、不同工件的检测需求差异大,盲目选型易导致结果偏差。我们拥有专业无损检测团队,熟悉各行业执行标准,可根据你的工件材质、缺陷类型、检测场景,提供免费技术选型评估和定制化检测方案,避开选型误区,保障检测精准度与合规性。
立即联系我们,说出你的检测需求,让专业人士帮你一站式搞定选型与落地!
